Углеродное волокно, состоящее из сочетания разнородных материалов (волокна и смолы), обладает вариативностью и, следовательно, гибкостью в применении, что является основой его привлекательности. Композитные материалы на основе углеродного волокна, являясь альтернативой металлу, обеспечивают прочность, в десять раз превышающую прочность стали. Производители углеродного волокна создают продукцию, которая похожа, но не идентична. Углеродное волокно различается по модулю упругости при растяжении (или жёсткости, определяемой как деформация ниже предельной деформации), а также по прочности на растяжение, сжатие и усталость.
В настоящее время углеродное волокно на основе ПАН доступно в следующих вариантах: низкий модуль упругости (менее тридцати двух миллионов фунтов/дюйм² или Msi), обычный модуль упругости (от 33 до тридцати шести Msi), промежуточный модуль упругости (от 40 до пятидесяти Msi), высокий модуль упругости (от 50 до семидесяти Msi) и сверхвысокий модуль упругости (от 70 до ста сорока Msi).
Проще говоря, углеродное волокно получается путём переноса органического волокна-предшественника в инертной атмосфере при температуре выше 1800°F (982,22°C). Однако производство углеродного волокна может быть сложным и перспективным.
Полимеризация и прядение
Полимеризация
Процесс начинается с химического соединения, называемого прекурсором, который представляет собой молекулярную основу волокна. Сегодня почти 100% производимого углеродного волокна производится из прекурсоров на основе ткани или пека, однако большая его часть производится из полиакрилонитрила (ПАН), получаемого из нитрита, а нитрит получают из промышленных химикатов: пропана и аммиака.

Окисление и карбонизация
Окисление
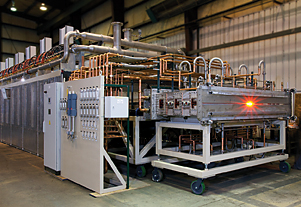
Эти бобины загружаются в корзину, и на самом длительном этапе производства, этапе окисления, полиакрилатные волокна проходят через ряд специальных печей. Перед поступлением в основное кухонное оборудование полиакрилатные волокна скручиваются в жгут или лист, называемый основой. Температура в камере колеблется от 392 °F (примерно 200 °C) до 572 °F (300 °C).
Обработка поверхности и калибровка
Обработка поверхности и калибровка
Следующий этап важен для эксплуатационных характеристик волокна и, в дополнение к прекурсорам, наилучшим образом отличает продукцию одного поставщика от продукции конкурентов. Адгезия между органическим компонентом матрицы и углеродными волокнами имеет решающее значение для армирования композита; на протяжении всего процесса производства углеродного волокна проводится обработка поверхности для повышения этой адгезии.
Время публикации: 01.11.2018