ألياف الكربون، المُكوّنة من مزيج من مواد مختلفة (ألياف وراتنج)، تُعدّ تنوعاتها، وبالتالي قابليتها للتخصيص، جوهر جاذبيتها. كبديل للمعادن، تُوفّر مركبات ألياف الكربون قوةً تفوق قوة الفولاذ بعشرة أضعاف. يُنتج مُصنّعو ألياف الكربون منتجاتٍ مُتشابهة، وإن لم تكن مُتطابقة. تختلف ألياف الكربون في معامل الشد (أو الصلابة التي تُعرّف بالتشوّه تحت الضغط) وقوة الشد والضغط والتعب.
ألياف الكربون القائمة على PAN متاحة هذه الأيام في معامل مرونة منخفض (أقل من اثنين وثلاثين مليون رطل / بوصة مربعة أو Msi)، ومعامل مرونة قياسي (33 إلى ستة وثلاثين Msi)، ومعامل مرونة متوسط (40 إلى 50 Msi)، ومعامل مرونة مرتفع (50 إلى 70 Msi) ومعامل مرونة فائق الارتفاع (70 إلى 140 Msi).
بأبسط العبارات، تُصنع ألياف الكربون عن طريق تحريك ألياف السلائف العضوية في جو خامل عند درجات حرارة أعلى من 1800 درجة فهرنهايت (982.22 درجة مئوية). إلا أن تصنيع ألياف الكربون يُعدّ مشروعًا متقدمًا.
البلمرة والغزل
البلمرة
تبدأ العملية بمركب كيميائي خام يُسمى المادة الأولية، وهو العمود الفقري الجزيئي للألياف. اليوم، يُصنع ما يقارب 100% من ألياف الكربون من مواد أولية قائمة على القماش أو القار، إلا أن معظمها يأتي من بولي أكريلونيتريل (PAN)، المصنوع من النتريت، بينما يأتي النتريت من المواد الكيميائية الصناعية البروبان والأمونيا.

الأكسدة والكربنة
أكسدة
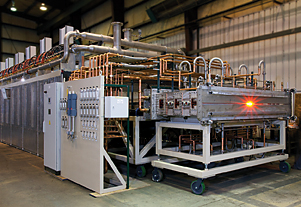
تُحمَّل هذه البكرات في السلة، وخلال أطول مرحلة إنتاج، وهي مرحلة الأكسدة، تُغذَّى ألياف الـ PAN عبر سلسلة من الأفران المخصصة. قبل دخولها إلى جهاز المطبخ الرئيسي، تُستخدَم ألياف الـ PAN في شكل خيط أو صفيحة تُعرف باسم السدى. تتراوح درجة حرارة الغرفة بين 392 درجة فهرنهايت (حوالي 200 درجة مئوية) و572 درجة فهرنهايت (300 درجة مئوية).
معالجة السطح والتحجيم
معالجة السطح والتحجيم
الخطوة التالية أساسية لتحسين أداء الألياف، فبالإضافة إلى المواد الأولية، تُميّز منتج أحد الموردين عن منتجات منافسيه بشكل أفضل. يُعدّ الالتصاق بين المركب العضوي للمصفوفة وألياف الكربون أساسيًا لتعزيز قوة المركب؛ وخلال عملية إنتاج ألياف الكربون، تُجرى معالجة سطحية لتعزيز هذا الالتصاق.
وقت النشر: 1 نوفمبر 2018